
Summary
What is an Explosion Proof PTZ Camera?
How Explosion Proof PTZ Cameras Work
Key Features of Explosion Proof PTZ Cameras
Types of Explosion Proof PTZ Cameras
- Fixed Explosion Proof PTZ Cameras
- PTZ Dome Cameras
- Infrared (IR) PTZ Cameras
- Thermal Explosion Proof Cameras
Benefits of Explosion Proof PTZ Cameras
Applications Across Industries
Explosion Proof Certifications Explained
How to Choose the Right Explosion Proof PTZ Camera
Installation and Maintenance Best Practices
Common Challenges and Solutions
SharpEagle Explosion Proof PTZ Cameras and Their Types
Why Choose SharpEagle Explosion Proof PTZ Cameras?
Conclusion
Summary
Explosion proof PTZ cameras are built for the most demanding industrial environments, from oil refineries to chemical plants, where standard cameras simply cannot operate safely. Designed to contain any internal sparks or heat within a sealed housing, they prevent ignition of surrounding flammable gases, dust, or vapors. This guide covers how they work, what certifications matter, key features to look for, and how SharpEagle delivers certified, high-performance surveillance solutions for hazardous areas worldwide.
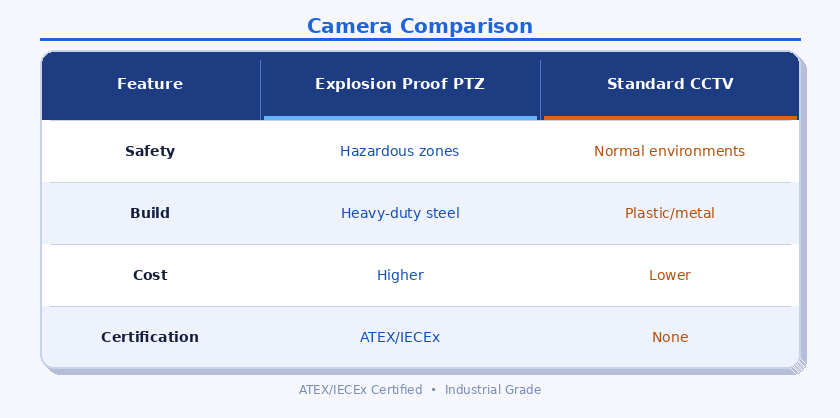
When you are running operations in an oil refinery, a chemical plant, or an offshore platform, a standard CCTV camera simply does not cut it. One spark in the wrong place can trigger a catastrophic event, and your surveillance equipment needs to be built with that reality in mind.
That is where the explosion proof PTZ camera comes in. These are not just cameras with a tougher shell. They are precision-engineered systems designed to operate in environments where flammable gases, vapors, and dust are a constant presence. And unlike fixed cameras, PTZ (Pan, Tilt, Zoom) models give operators the flexibility to monitor wide areas remotely, without putting anyone in harm's way.
The demand for reliable hazardous area surveillance is growing fast. As industries expand into more complex and high-risk environments, the need for certified, durable, and intelligent monitoring solutions has never been greater. This guide walks you through everything you need to know.
What is an Explosion Proof PTZ Camera?
An explosion proof PTZ camera is a surveillance device specifically designed to operate safely in areas where explosive atmospheres may exist. The term "explosion proof" does not mean the camera can survive an explosion. It means the camera's enclosure is built to contain any internal ignition, preventing it from triggering an explosion in the surrounding atmosphere.
The PTZ functionality adds another layer of capability. Pan refers to horizontal movement, tilt refers to vertical movement, and zoom allows operators to get a closer look at a specific area without physically moving the camera. Together, these features allow a single camera to cover what would otherwise require multiple fixed units.
The explosion-proof design typically involves a heavy-duty, sealed enclosure, most commonly made from marine-grade stainless steel or aluminum alloys. All entry points, such as cable glands and mounting points, are tightly sealed to prevent flammable gases from entering. If an internal fault causes a spark, the enclosure absorbs and cools it before it can escape.
How Explosion Proof PTZ Cameras Work
These cameras are built for remote operation. Using a control system, usually integrated into a broader SCADA or video management system, operators can pan, tilt, and zoom the camera from a central control room. This is critical in environments like offshore platforms or petrochemical plants, where sending personnel to monitor specific zones creates unnecessary risk.
Modern industrial PTZ cameras support high-speed pan and tilt movement, with some models capable of 360-degree continuous rotation. Many of today's units function as a full explosion proof PTZ network security camera, connecting through wired or wireless IP networks for seamless integration. Most industrial setups prefer fiber optic or industrial-grade Ethernet for reliability in signal-heavy environments.
Real-time video feeds from hazardous area PTZ cameras can be monitored 24/7, recorded for compliance purposes, and integrated with alarm systems. When a sensor detects unusual activity or a process anomaly, the camera can automatically pan to that zone, giving operators immediate visual confirmation.
Key Features of Explosion Proof PTZ Cameras
Not all explosion proof cameras are built the same. Here are the features that separate a genuinely capable industrial PTZ camera from one that merely looks the part.
ATEX and IECEx Certification: Any camera intended for use in a classified hazardous zone must carry the appropriate certification. ATEX covers European markets, while IECEx is an internationally recognized standard. These certifications confirm that the camera has been independently tested and approved for use in specific explosive atmospheres.
Stainless Steel Housing: Marine environments and chemical plants are brutal on equipment. SS316 stainless steel, or at a minimum SS304, is the standard for explosion proof PTZ IP cameras because it resists corrosion from saltwater, chemicals, and extreme temperatures. A well-built explosion proof PTZ IP camera can serve reliably for years even in the harshest coastal or offshore conditions.
High-Definition Video: Resolution matters, especially in industrial settings where identifying a person, a vehicle, or a process anomaly requires clarity. Many modern ATEX PTZ cameras offer full HD (1080p) or 4K resolution, ensuring that footage is usable for both safety monitoring and forensic review.
Infrared Night Vision: Operations do not stop at night, and neither should your surveillance. Explosion proof night vision cameras use IR LEDs to provide clear footage in complete darkness, often up to distances of 100 to 200 meters depending on the model.
360-Degree Rotation: A wide coverage range is one of the biggest advantages of PTZ systems. With continuous 360-degree pan capability and vertical tilt range, a single unit can cover a large industrial zone that would otherwise need several fixed cameras.
IP66/IP67 Weather Protection: Beyond explosion proofing, these cameras must also resist dust ingress, heavy rain, and in many cases, high-pressure washdowns. IP66 and IP67 ratings confirm that the camera meets those standards.
Types of Explosion Proof PTZ Cameras
Fixed Explosion Proof PTZ Cameras
These cameras cover a set field of view and are ideal when you need consistent, uninterrupted monitoring of a specific point, such as a valve station or entry gate. They are generally simpler to install and maintain, but they lack the flexibility of PTZ models.
PTZ Dome Cameras
Dome-style PTZ cameras offer a discreet profile and are often easier to mount on ceilings or overhead structures. They are popular in indoor industrial settings such as processing plants and warehouses.
Infrared (IR) PTZ Cameras
Designed specifically for low-light or no-light conditions, IR PTZ cameras use infrared illumination to capture detailed footage in complete darkness. They are commonly used in outdoor perimeter monitoring around oil and gas facilities.
Thermal Explosion Proof Cameras
Explosion proof thermal cameras detect heat signatures rather than visible light. They are invaluable for spotting overheating equipment, detecting intruders in complete darkness, and monitoring processes where temperature variation is a key safety indicator. These are increasingly common in petrochemical and power generation environments.
Benefits of Explosion Proof PTZ Cameras
The most obvious benefit is safety. In environments where an ignition source can trigger a fire or explosion, using non-certified cameras is not just a compliance issue; it is a life-safety risk. Properly certified explosion-protected PTZ cameras eliminate that risk from your surveillance setup entirely.
Remote monitoring capability means fewer personnel need to be physically present in hazardous zones. That directly reduces exposure and risk. When something needs to be checked, an operator can zoom in from the control room rather than sending someone out.
Durability is another major advantage. Industrial-grade construction means these cameras can last years, even decades, in environments that would destroy standard equipment within months. The total cost of ownership, factoring in replacement costs and downtime, often makes the higher upfront investment very worthwhile.
Finally, operational efficiency improves when your surveillance is intelligent and flexible. An explosion-protected PTZ camera with preset positions and auto-tracking can monitor large areas automatically, freeing up operator attention for higher-priority tasks.
Applications Across Industries
Oil and Gas Refineries: Probably the most well-known application. A PTZ camera for oil and gas is used for perimeter security, process monitoring, pipeline inspection, and emergency response coordination. The presence of flammable hydrocarbons makes ATEX or IECEx certification non-negotiable. Selecting the right PTZ camera for oil and gas environments is one of the most important safety decisions any refinery operator can make.
Chemical and Petrochemical Plants: Similar risks to oil and gas, but with additional concerns around toxic and reactive substances. Hazardous area CCTV systems in these plants often integrate with gas detection systems for automated responses.
Offshore and Marine Environments: Saltwater corrosion, high winds, and constant moisture make marine environments particularly demanding. SS316 enclosures and IP67-rated cameras are standard in these deployments. Any hazardous area PTZ camera installed offshore must be built to withstand years of harsh exposure without losing reliability.
Mining and Heavy Industries: Dust-laden environments, particularly coal mines or grain processing facilities, create explosive risk. A Class 1 Div 1 PTZ camera is commonly used in North American operations, while ATEX-certified units cover European and Middle Eastern sites.
Power Plants: Turbine halls, fuel storage areas, and transformer stations all benefit from explosion proof surveillance camera installations, particularly in facilities running on gas or coal.
Explosion Proof Certifications Explained
Understanding certifications is essential before purchasing any hazardous area camera.
ATEX Zones: The ATEX directive categorizes explosive atmospheres by zone. Zone 0 is where explosive gas is present continuously or for long periods. Zone 1 is where it may be present during normal operation. Zone 2 is where it is not normally present but may occur in abnormal conditions. Cameras must be rated for the zone they are deployed in.
IECEx Certification: The IECEx scheme is the global equivalent of ATEX, recognized across the Middle East, Asia-Pacific, and beyond. For projects in Saudi Arabia, the UAE, or Southeast Asia, IECEx certification is typically required.
Class I Division 1 and 2: Used primarily in North America, a Class 1 Div 1 PTZ camera is rated for locations where ignitable concentrations of flammable gases are present under normal conditions. Division 2 covers areas where they are only present under abnormal circumstances.
How to Choose the Right Explosion Proof PTZ Camera
Start with hazard classification. Know your zone or division rating before you look at any product spec sheet. A camera rated for Zone 2 cannot be used in Zone 1.
Resolution requirements depend on your use case. If you need to read a vehicle registration plate or identify an individual at a distance, 2MP or 4K resolution cameras are worth the investment. For general area monitoring, 1080p may be sufficient.
Night vision capability matters if the site operates around the clock. Consider both the IR range and the quality of the image in low-light conditions, not just the specification on paper.
Think about environmental conditions beyond the explosive risk. Coastal sites need corrosion-resistant materials. Sites with heavy dust need high IP ratings. Extreme cold or heat requires cameras with a broad operating temperature range.
Finally, check compatibility with your existing video management system. Most ATEX PTZ camera models support ONVIF standards, but it is always worth confirming before committing to a purchase.
Installation and Maintenance Best Practices
Installation in classified hazardous zones must be carried out by certified engineers who understand the relevant ATEX or IECEx requirements. Using incorrect cable glands, improper grounding, or the wrong conduit can compromise the explosion proof rating of the entire installation.
Regular inspection is important even for the most rugged equipment. Seals and gaskets should be checked periodically, especially after extreme weather events. Cable entry points should be inspected for any signs of damage or corrosion.
Cleaning should use approved solvents that will not degrade the enclosure material. Lenses should be kept clear, particularly in dusty or coastal environments where buildup can significantly reduce image quality over time.
Common Challenges and Solutions
Harsh Weather: Sites in desert or coastal environments face extremes of temperature, humidity, and wind-driven debris. The solution is choosing cameras with a high IP rating and a verified operating temperature range that matches the site conditions.
Signal Issues: In large industrial sites, signal degradation over long cable runs can be a real problem. Industrial-grade fiber optic or shielded Ethernet cables, along with appropriate media converters, are the standard fix.
Maintenance Access: In continuously operating facilities, taking a camera offline for servicing is not always practical. Choosing corrosion-resistant materials and cameras with longer service intervals reduces how often this becomes an issue.
SharpEagle Explosion Proof PTZ Cameras and Their Types
SharpEagle has built a strong reputation for delivering surveillance solutions purpose-built for hazardous and industrial environments. Their explosion proof camera range is ATEX and IECEx certified, designed for the demands of oil and gas, ports, mining, and heavy manufacturing.
The SharpEagle PTZ range includes models with integrated IR illumination for night vision, high-definition imaging up to 4K, and robust stainless steel housings rated for marine and chemical environments. Their ATEX CCTV camera lineup supports high-speed PTZ movement with preset positioning, making it easy to integrate into existing control room setups.
What sets SharpEagle apart is the combination of certification depth and practical engineering. Their cameras are not just certified on paper. They are designed with the realities of industrial deployment in mind, from cable management and mounting flexibility to long-term seal integrity.
Why Choose SharpEagle Explosion Proof PTZ Cameras?
SharpEagle brings together industrial-grade build quality, full ATEX and IECEx compliance, and a track record of deployments across some of the most demanding sites in the world. Their explosion proof CCTV camera systems are trusted by clients in the oil and gas sector, ports, and heavy manufacturing across the UK, UAE, Saudi Arabia, and beyond.
Their cameras offer long operational lifespans with minimal maintenance requirements, which matters enormously in environments where downtime is costly and access is restricted. The company also provides expert technical support, helping clients select the right solution for their specific hazard classification and operational requirements.
For businesses that cannot afford to compromise on safety or surveillance reliability, SharpEagle delivers a solution that ticks every box.
Conclusion
Explosion proof PTZ cameras are not optional equipment in hazardous industries. They are a fundamental part of keeping people safe, maintaining operational continuity, and meeting regulatory requirements. From oil and gas refineries to chemical plants and offshore platforms, the right industrial PTZ camera can make the difference between a controlled situation and a catastrophic one.
Investing in ATEX or IECEx certified solutions ensures your surveillance infrastructure is compliant, reliable, and built to last. SharpEagle's explosion proof PTZ cameras offer precisely that, combining advanced PTZ functionality with the certifications and construction quality that hazardous environments demand.
Upgrade your hazardous area surveillance with SharpEagle today. Contact the team to find the right explosion proof PTZ camera for your site.